
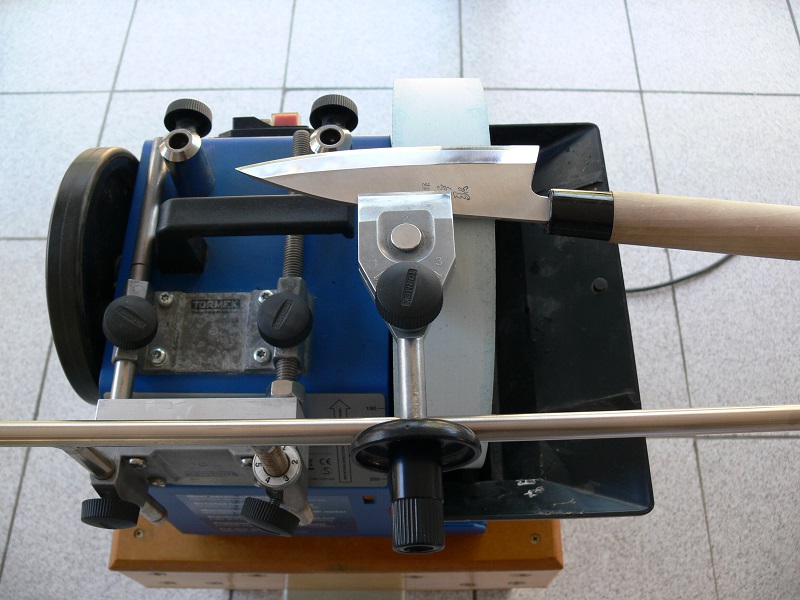
Photos of the rare knife sharpening machine Tormek-4000 by happy owner Harry from Norway.
Harry has also attached our Frontal Vertical Base to give himself more flexibility in honing on the leather wheel.
Today I finally have time to program software for his Tormek-4000 for setting grinding and honing angle.
The Tormek-4000 distribution was limited to Europe and... there was one machine in Australia that I missed



Harry has also attached our Frontal Vertical Base to give himself more flexibility in honing on the leather wheel.
Today I finally have time to program software for his Tormek-4000 for setting grinding and honing angle.
The Tormek-4000 distribution was limited to Europe and... there was one machine in Australia that I missed










 (un)fortunately living in the EU, and the total cost of the jig/postage/tariff/bank transfer charge and so on made me think twice.
(un)fortunately living in the EU, and the total cost of the jig/postage/tariff/bank transfer charge and so on made me think twice.